
Produkter






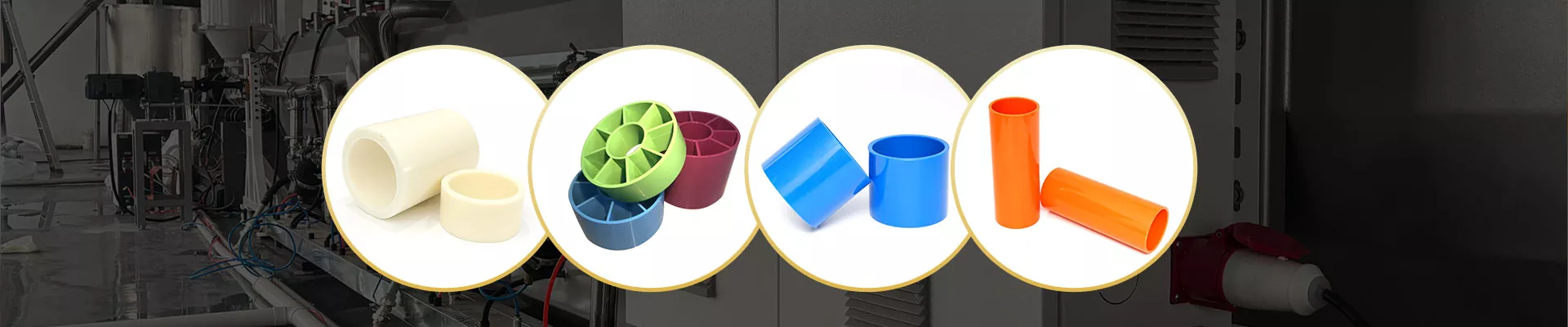
ID 3 tommer OD 8 tommer Dobbeltlags ABS-spole
Hongkai Plastic har viet mange år til FoU og produksjon av ID 3 tommer OD 8 tommer dobbeltlags ABS-spole. Ved å bruke glassfiberforsterkede ABS-modifiserte materialer som kjerne, bruker selskapet formuleringer med lav krymping (≤0,3%) og høy varmebestandighet (stabil ved 120°C) for å oppnå bransjeledende presisjon: rundhet ≤0,05 mm og retthet ≤0,1 mm. Dette løser effektivt bølgelignende viklings- og hengeproblemer i separatorer, og øker kundens batterikapasitet med 5 %+. Vi har ISO 9001 sertifisering for kvalitetsstyringssystem og SGS miljøtestingsrapporter. Produktene våre passerer ekstrem miljøvalidering fra -40°C til 120°C med en levetid på over 5 år, noe som reduserer kundenes totale kostnader betydelig.
Send forespørsel
produktbeskrivelse
Kina ID 3 tommer OD 8 tommer Dobbeltlags ABS-spole fra Hongkai Plastic-fabrikken, produksjonsprosessen for ABS-spolekjerner er forskjellig fra ABS-rør. Det oppnås ikke helt gjennom direkte støping eller en enkelt sprøytestøpingsprosess, men kombinerer snarere ekstruderingsstøping med støpeformingsteknologi: For det første involverer råvarebehandling tørking av ABS-harpiks i en ovn ved 70-80°C i 4 timer, strengt kontrollerende fuktighetsinnhold til ≤0,1 % for å forhindre bobler under prosess eller materialnedbrytning; Deretter skjer plastisering og ekstrudering via en enkeltskrueekstruder, som varmer opp ABS til en smeltet tilstand. Temperaturene reguleres som følger: 150-165°C i matedelen, 165-180°C i mykningsseksjonen og 170-180°C i homogeniseringsdelen. Samtidig opprettholdes skruens lengde-til-diameter-forhold på 12-18:1, og et kompresjonsforhold på 3-4:1 for å oppnå jevn plastisering og danne et kontinuerlig røremne. Emnet formes deretter ved hjelp av en spesialdesignet form som holdes på 175-190°C. Dens endelige form formidles direkte gjennom en intern trekantet-ekstern åttekantet sporstruktur. Etter å ha passert gjennom formingsformen går røremnet inn i en 25 cm lang vanntank for avkjøling og herding. med vanntemperatur kontrollert til 20-30°C for å størkne strukturen og minimere deformasjon. De avkjølte rørene trekkes deretter av en trekkmaskin til en kuttemaskin, hvor de automatisk trimmes til forhåndsinnstilte dimensjoner for sluttproduksjon. Denne prosessen gir betydelige fordeler: I strukturell presisjon skaper formforming komplekse interne trekantede og eksterne åttekantede strukturer i ett enkelt trinn, og eliminerer påfølgende prosesseringsfeil. Dimensjonstoleranser er strengt kontrollert innenfor ±0,1 mm, noe som gjør den spesielt egnet for høypresisjonsapplikasjoner som litiumbatteriseparatorspoler, noe som sikrer flathet og stabilitet i viklingen. Når det gjelder produksjonseffektivitet og kostnad, muliggjør ekstrudering kontinuerlig produksjon med en enkelt linje som oppnår en daglig produksjon på 500-1000 meter, noe som gjør den svært egnet for store bestillinger. Etter å ha amortisert formkostnadene reduseres enhetskostnadene med 40-60 % sammenlignet med metallbehandling, noe som gir enestående kostnadseffektivitet. Når det gjelder materialtilpasning, tilbyr ABS-harpiks utmerket kjemisk motstand, overflateglans og prosesseringsflytende, noe som gjør det til et ideelt materiale for kjernerør. Styrken kan forbedres ytterligere gjennom modifikasjoner som glassfiberforsterkning for å møte ulike bærende krav.
De grunnleggende strukturelle parametrene til ID 3 tommer OD 8 tommer dobbeltlags ABS-spolen er omhyggelig konstruert for å møte avanserte industrielle krav: dens indre rørdiameter på tre tommer fungerer som kjernedimensjonen for den indre støttestrukturen til kjernesylinderen, og har direkte innvirkning på intern plassutnyttelse. For eksempel, i litiumbatteriseparatorviklingsprosesser, må denne indre diameteren nøyaktig samsvare med separatorviklingsspenningskontrollsystemet for å sikre viklingsflathet. Det ytre rørets 8-tommers ID bestemmer kjernens totale bæreevne. Kombinert med en veggtykkelse på 6 mm, optimaliserer denne utformingen materialutnyttelsen samtidig som den sikrer strukturell integritet. Dette produktet viser eksepsjonell termisk motstand, og støtter ekstreme miljøtesting fra -40 °C til 120 °C, noe som gjør det spesielt egnet for høytemperaturherdeprosesser i litiumbatteriproduksjon. Bruk av en formulering med lav krymping forbedrer dimensjonsstabiliteten betydelig, forlenger levetiden utover fem år og reduserer effektivt utskiftingskostnadene for kundens utstyr. Når det gjelder miljøytelse, har ABS-kjerneakselen bestått SGS autoritativ testing, og oppfyller fullt ut de strenge resirkuleringskravene for materialer i den nye energiindustrien. Overflatefinishen oppnår bransjeledende standarder, med kjerneoverflatens ruhet Ra kontrollert til ≤0,8μm. For førsteklasses applikasjoner som krever ≤0,5 μm, reduserer denne presisjonsmaskineringen friksjonsmotstanden under separatorviklingen, minimerer generering av statisk elektrisitet og forhindrer separatorforurensning eller overflateriper. Følgelig forbedres batterikapasiteten med over 5 %. Denne overflatekvaliteten oppnås gjennom vakuumkalibrert ekstruderingsutstyr og 12 strenge kvalitetskontrollprosesser, støttet av full-prosess digital sporbarhet. Spesielt har maskineringspresisjonen til kjernerøret direkte innvirkning på batteriytelsen: dimensjonsnøyaktigheten sørger for konsistens i batteriets indre motstand innenfor et variasjonsområde på 15–20 %. Videre, etter 1000 lade-utladingssykluser, forbedrer den batterikapasiteten med 5%-8%, og gir kritisk sikkerhet for langsiktig pålitelighet til strømbatterier.


Hot Tags: ID 3 tommer OD 8 tommer Dobbeltlags ABS-spolefabrikk
Relatert kategori
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.



