
Produkter








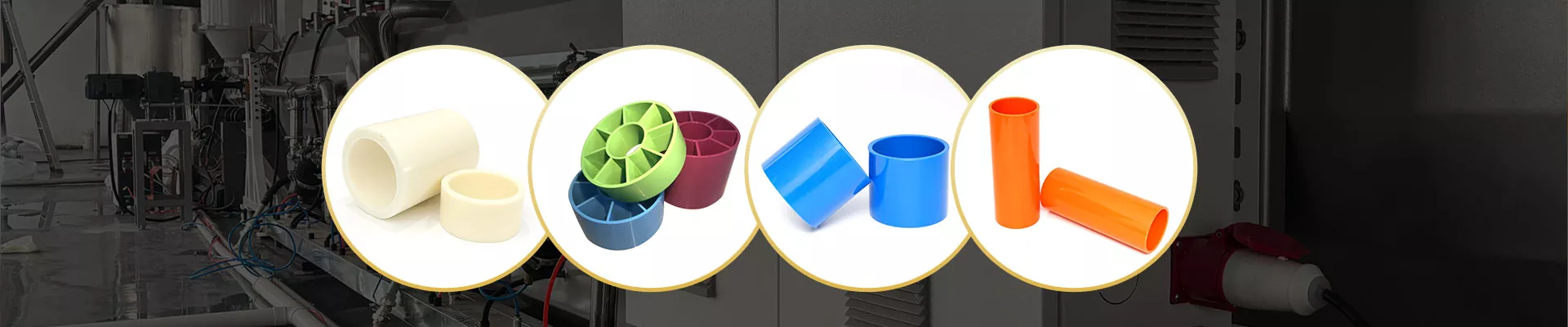
4-tommers 9 mm tykt ABS-viklingsrør for film
Jiangsu Hongkai Plastic Technology Co., Ltd., som en internasjonalt kjent produsent av ABS-kjernerør, besitter evnen og ekspertisen til å profesjonelt produsere 4-tommers 9 mm tykt ABS-viklingsrør for film.
Send forespørsel
produktbeskrivelse
Jiangsu Hongkai Plastic Co., Ltd. er en spesialisert bedrift dypt forankret i produksjonssektoren for plastkjerne. Vårt nåværende produkt er et 4-tommers 9 mm tykt ABS-viklingsrør for film for film. Ved å utnytte mange års teknisk ekspertise og bransjeerfaring har vi utviklet en diversifisert produktportefølje. I materialapplikasjoner er flaggskipet vårt høyytelses ABS-materiale, kjent for sin eksepsjonelle slagfasthet, varmebestandighet og bearbeidbarhet. Den finner utstrakt bruk i elektronikk, elektriske apparater, bilindustri og videre. Samtidig, for å møte ulike brukskrav, har vi utvidet produksjonslinjene våre til å inkludere PVC (polyvinylklorid) og PP (polypropylen) materialer. PVC utmerker seg i kjemisk stabilitet og flammehemming, noe som gjør den egnet for spesialiserte miljøer som kjemiske rørledninger. PP, med sine lette og korrosjonsbestandige egenskaper, viser enestående ytelse i matemballasje og medisinsk utstyr.
For produktspesifikasjoner har vi etablert et system som kombinerer standardisering med tilpasning. Våre standard inventarprodukter dekker fire vanlige rørdiametre: 2 tommer, 3 tommer, 4 tommer og 6 tommer. Alle er presisjonssprøytestøpte for å sikre en glatthet på innerveggen ≤0,2μm, med toleranser kontrollert innenfor ±0,3mm. For spesialiserte prosjektkrav tilbyr vi lengdetilpasningstjenester: vårt intelligente skjæresystem muliggjør trinnløs skjæring fra 10 mm til 6000 mm, supplert med lasermerkingsteknologi for samtidig å gravere kundelogoer eller spesifikasjonsmerker. Alle produktene er sertifisert under ISO 9001 Quality Management System og kommer med omfattende materialinspeksjonsrapporter og testdata for mekaniske egenskaper.
Denne kombinasjonsstrategien "materialmatrise + spesifikasjonsmodul" muliggjør rask oppfyllelse av ulike bestillinger, fra laboratorieprøver til storskala industriell produksjon. For tiden eksportert til 12 land og regioner, har produktene våre ledende posisjoner i nisjemarkeder, inkludert nye energilitiumbatterier og industriell væskeoverføring. Vi ser frem til å levere overlegne plastkjerneløsninger til globale kunder gjennom kontinuerlig teknologisk innovasjon.
Produksjonsprosess
I produksjonsprosessen av 4-tommers 9 mm tykt ABS-viklingsrør for film, er råvareforberedelse det primære trinnet. Høykvalitets ABS-plastpellets må velges nøye for å sikre at deres renhet og ytelse oppfyller spesifikasjonene. Vi bruker pellets av høyeste kvalitet. Gitt at ABS-harpiks inneholder nitrilgrupper og viser en fuktighetsabsorpsjonshastighet på ca. 0,3 %, er tørkebehandling obligatorisk før ekstruderingsstøping. Vanligvis ved bruk av tvungen lufttørking ved 70 °C til 80 °C i 2 til 4 timer, kontrolleres fuktighetsinnholdet strengt under 0,1 % for å forhindre negative effekter på prosesskvaliteten. Deretter går materialet inn i ekstruderingsstøpestadiet. Tørkede ABS-pellets tilsettes først i ekstruderbeholderen, hvor de smeltes og blandes jevnt gjennom skrurotasjon og oppvarming. Skruestrukturen bruker vanligvis en konstant stigning med en gradvis varierende gjengedybde, med et lengde-til-diameter-forhold mellom 25 og 35 for å imøtekomme ekstruderingsegenskapene til ABS-plast. Temperaturkontroll er spesielt kritisk under ekstrudering. Fattemperaturer er delt inn i mate-, plastiserings- og homogeniseringssoner, holdt ved henholdsvis 160°C til 170°C, 170°C til 180°C og 170°C til 175°C. Dysehodet og dysetemperaturene er litt høyere ved 175°C til 185°C og 180°C til 190°C for å sikre fullstendig mykning og jevn ekstrudering. Den smeltede ABS-plasten ekstruderes gjennom en nøyaktig utformet dyse for å danne et kontinuerlig røremne. Umiddelbart etterpå gjennomgår det ekstruderte røremnet rask avkjøling via en kjøleinnretning, typisk ved bruk av romtemperatur vannkjøling. Kjøletemperaturen reguleres mellom 15°C og 22°C. Samtidig må avstanden mellom dimensjoneringshylsen og dysen holdes innenfor 15 til 35 millimeter for å sikre stabiliteten til røremnets form og dimensjoner under kjøleprosessen. Skjær til slutt til de nødvendige dimensjonene.
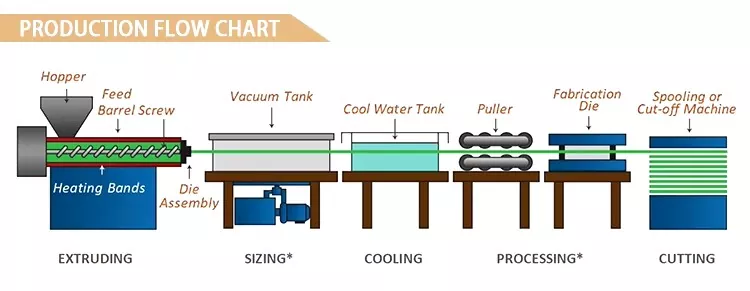
Ovennevnte skisserer den komplette produksjonsprosessen for ABS-kjernerør, fra grundig råvareforberedelse til kjøling og forming. Hvert trinn er strengt kontrollert for å sikre at Hongkai Plastics leverer premiumprodukter med eksepsjonell kvalitet og stabil ytelse. Skulle du ha innkjøpsbehov for ABS-kjernerør, eller ønsker å lære mer om produktdetaljer eller tilpasse spesifikasjoner, kan du gjerne kontakte meg når som helst. Jeg vil gjerne gi profesjonell service og detaljerte svar.



Hot Tags: 4-tommers 9 mm tykt ABS-viklingsrør for film
Relatert kategori
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.
Relaterte produkter






